ПОЛУЧИТЕ БОЛЬШЕ ОТ ВАШЕГО MAGNABEND
Есть несколько вещей, которые вы можете сделать, чтобы улучшить характеристики гибки вашего станка Magnabend.
Минимизируйте время, которое вы тратите на выполнение изгиба.Это поможет предотвратить перегрев машины.Когда катушка нагревается, ее сопротивление увеличивается, и поэтому она потребляет меньше тока и, следовательно, имеет меньше ампер-витков и, следовательно, меньшую силу намагничивания.
Держите поверхность магнита чистой и свободной от значительных заусенцев.Заусенцы можно безопасно удалить напильником.Также следите за тем, чтобы на поверхности магнита не было смазки, например масла.Это может привести к тому, что заготовка соскользнет назад до завершения изгиба.
Толщина Емкость:
Магнит теряет большую прижимную силу, если над одним или несколькими полюсами есть воздушные зазоры (или немагнитные зазоры).
Вы часто можете решить эту проблему, вставив кусок стали, чтобы заполнить зазор.Это особенно важно при гибке более толстого материала.Присадочная деталь должна быть той же толщины, что и заготовка, и она всегда должна быть из стали, независимо от того, из какого металла заготовка.Диаграмма ниже иллюстрирует это:
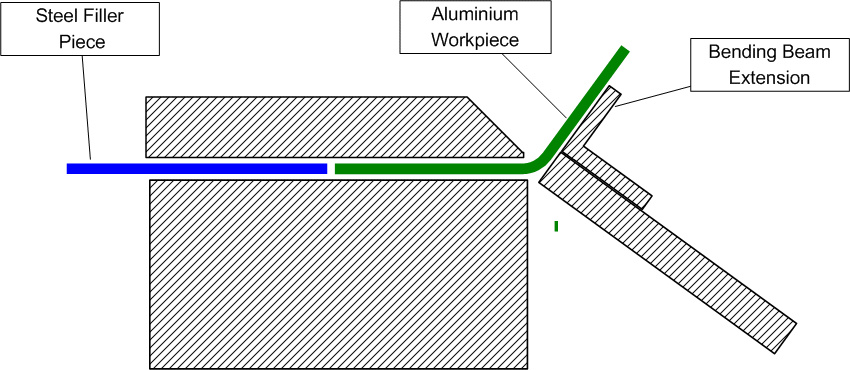
Еще один способ заставить машину сгибать более толстую заготовку — установить на гибочную балку более широкий удлинитель.Это даст больший рычаг на заготовку, но, очевидно, это не поможет, если заготовка не имеет достаточно широкой кромки, чтобы зацепить удлинитель.(Это также показано на диаграмме выше).
Специальный инструмент:
Легкость, с которой специальные инструменты могут быть включены в Magnabend, является одной из его сильных сторон.
Например, вот зажимная планка со специальной тонкой насадкой, предназначенной для формирования кромки коробки на заготовке.(Тонкий носик приведет к некоторой потере зажимного усилия и некоторой потере механической прочности и, таким образом, может подходить только для более легких толщин металла).(Владелец Magnabend использовал подобные инструменты для производства изделий с хорошими результатами).

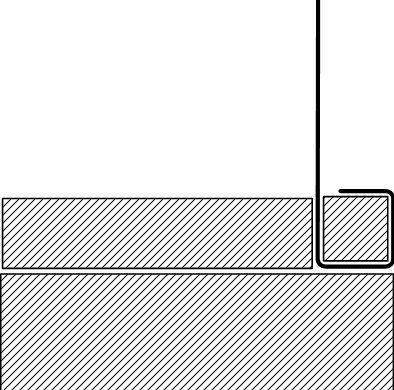
Эта форма кромки коробки также может быть сформирована без необходимости в специально обработанной прижимной планке путем объединения основных стальных профилей для изготовления инструмента, как показано слева.
(Этот инструмент легче изготовить, но он менее удобен в использовании по сравнению со специально обработанной прижимной планкой).
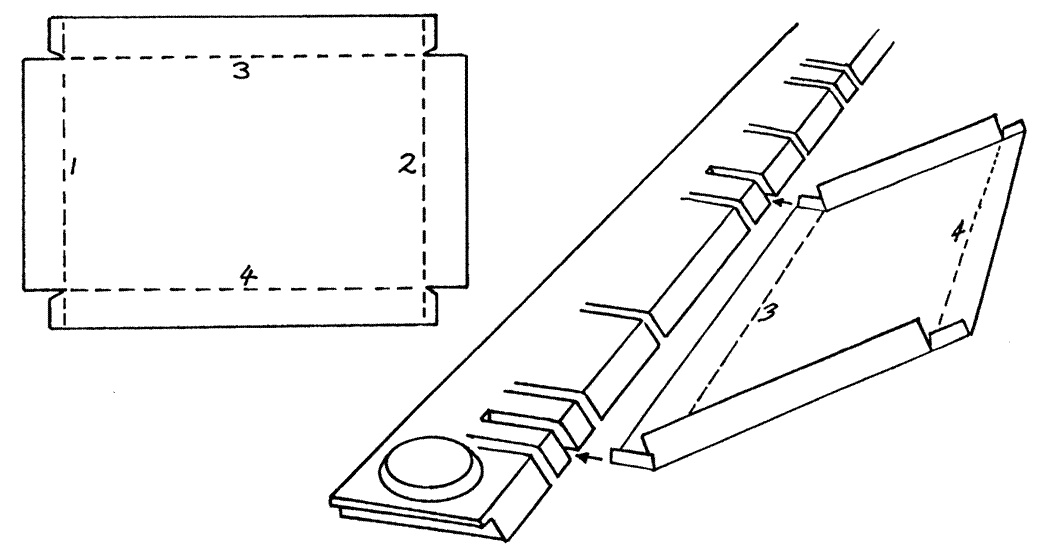
Еще одним примером специального инструмента является зажимная планка с прорезями.Использование этого объясняется в руководстве и изображено здесь:

Этот кусок шины толщиной 6,3 мм (1/4 дюйма) был согнут на Magnabend с помощью специального зажима с вырезом, прорезанным на нем, чтобы захватить шину:
Зажим с фальцем для гибки медных шин.
Существует множество возможностей для специального инструмента.
Вот несколько набросков, чтобы дать вам представление об этом:
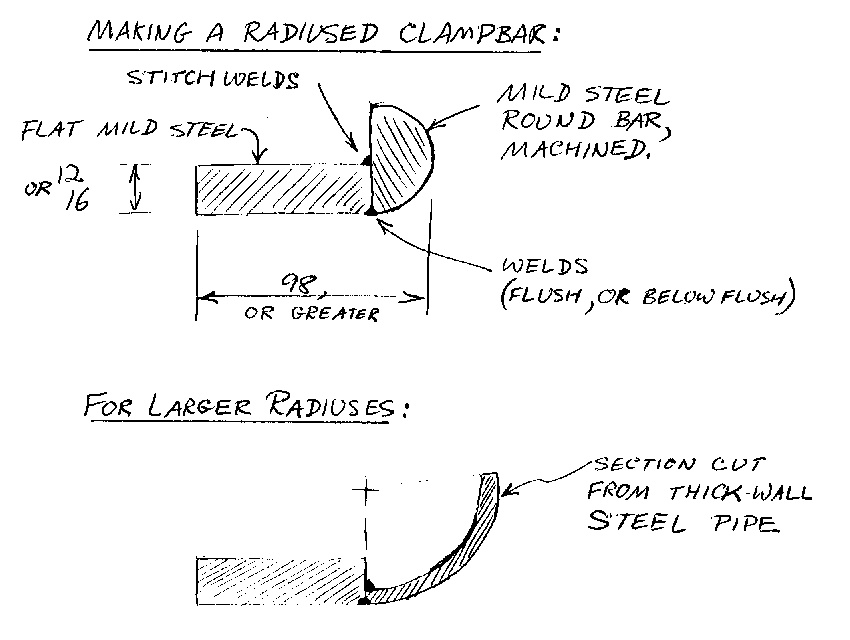
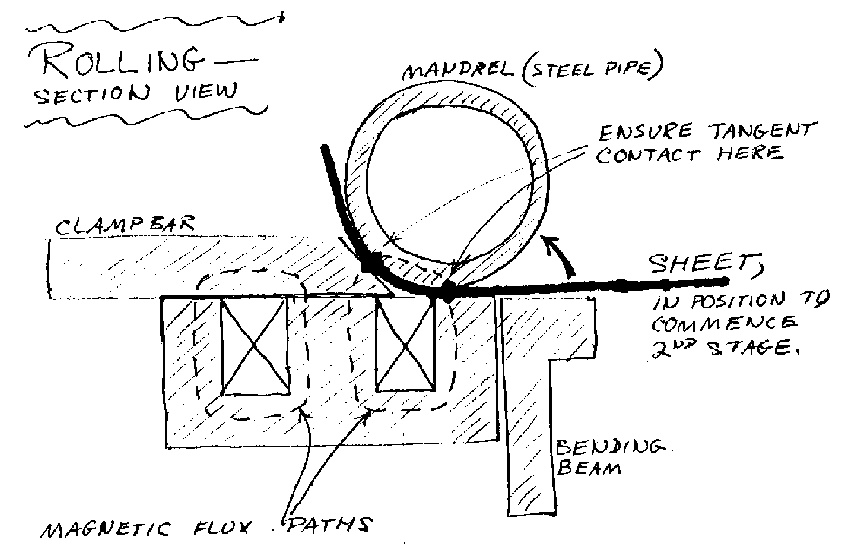
При использовании неприсоединенной трубы для формирования кривой обратите внимание на детали на рисунке ниже.Наиболее важно, чтобы детали были расположены таким образом, чтобы магнитный поток, представленный пунктирными линиями, мог проходить в секцию трубы, не пересекая значительный воздушный зазор.